- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Дома
>
Производи > Машина за стрижење > Машина за стрижење на гилотин > Машина за стрижење на CNC Guillotine
Производи
- Хоризонтална V машина за жлебување
- Вертикална V машина за жлебување
- Автоматска машина за жлебови од четири страни V
- V Додаток за машина за жлебување
- Машина за формирање метал
- Машина за бришење
- Машина за дебагирање на тенок лист
- Абразивна машина за дебагирање на ременот
- Машина за дебагирање на јаглерод челик
- Машина за дебагирање и четкање
- Рачна машина за дебагирање
- Колекционер на влажна прашина
- Дебарирање машина за полирање и четкање
- Дебаринг и машина за мерење
- Влажна машина за дебагирање и четкање
- Машина за стрижење
- Притиснете ја сопирачката







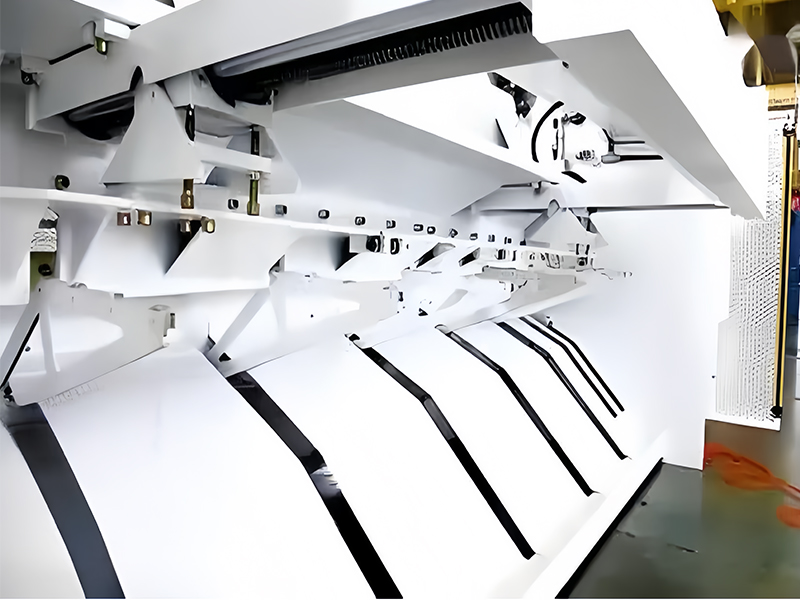
Машина за стрижење на CNC Guillotine
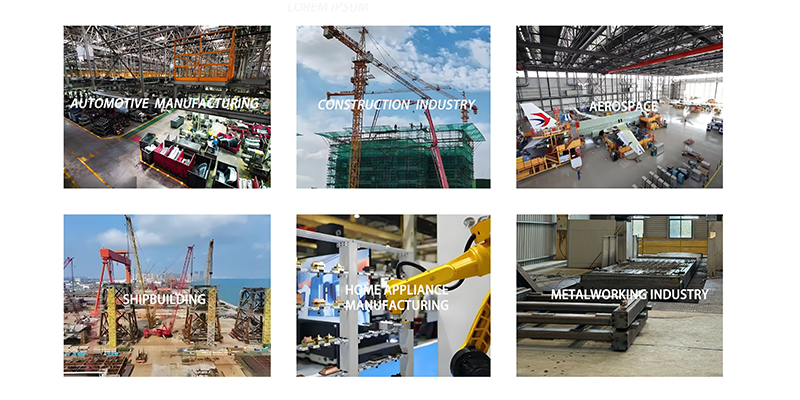
JM CNC Guilotine Shearting Machine е најчесто користен уред за стрижење во обработка на метал, првенствено дизајниран за сечење метални листови со различни дебелини. Работи со примена на вертикално движење надолу на горниот дел од сечилото наспроти долниот сечило, создавајќи сила на стрижење за да се постигне прецизно сечење. Главно се користи за високо прецизно стрижење на метални материјали како што се челични плочи, не'рѓосувачки челик и алуминиумски чаршафи. Машината за стрижење е широко применета во индустрии, како што се производство на машини, производство на автомобили и производство на електрична опрема. Методот за стрижење на машината за стрижење на Gилотин JM е сличен на „портата“ што се движи нагоре и надолу. Користејќи хидрауличен или механички менувач, горниот држач на сечилото се движи линеарно надолу по фиксната патека (обично вертикална или под наклонет агол) за да се смори металните чаршафи. Со голема прецизност на стрижење, таа е особено погодна за сечење дебели плочи. Машината за стрижење JM е дизајнирана за обработка на лим, обезбедувајќи решенија за сечење висока прецизност погодни за разни метални листови.
Модел:QC11Y-6×2500
Испрати барање
Опис на производот

Машина за стрижење на гилотин
Совршено стрижење:Машината за стрижење QC11Y-6 × 2500 CNC Guillotin постигнува совршено сечење, ефикасно и прецизно обработка на разни метални листови за да се обезбедат мазни рабови без бур. Со напредна технологија и системи за контрола на прецизност, таа е широко користена во индустрии, како што се производство на машини, обработка на лимови и производство на автомобили за фино сечење на материјали како челични плочи, не'рѓосувачки челик и алуминиумски листови, исполнувајќи ги високо-стандардни барања за обработка.
|
Главен список за конфигурација |
КоНаслов систем на |
|
Внатрешна пумпа за опрема : САД сончево |
|
|
Главен мотор - мотор широк кинески |
|
|
Компоненти за запечатување : САД Паркер |
|
|
Главни електрични компоненти - Франција Шнајдер |
|
|
Блејд : Кина С.Ј. |
|
|
Завртка за топка : вХина Тајван Хивин |


Систем за контрола на E21S
Контролниот систем ESTUN E21S е специјализиран CNC уред дизајниран за машина за стрижење на гилотин, погоден за широк спектар на корисници. Тоа значително ги намалува трошоците за машината за стрижење на ЦПУ, истовремено обезбедувајќи голема работа за работа.
Мерач на грб
Системот за мерач на грбот е клучна компонента во опремата за обработка на метални лимови, конкретно во гилотинските ножици. Тој е одговорен за точно позиционирање на работното парче за да обезбеди прецизност и конзистентност во операциите за сечење или свиткување. Структурниот дизајн е стабилен, способен да ги издржи стресовите на продолжено работење, а линеарните водичи ја подобруваат стабилноста на движењето додека ја намалуваат абењето со текот на времето.

Цилиндер за притисок на пролетта
Цилиндарот на пролетниот притисок наГвилотин стрижење е компонента што се користи за да се помогне во стабилизирање и поддршка на материјалот, особено за време на процесот на сечење. Улогата на цилиндерот на пролетниот притисок е да се осигура дека материјалот е цврсто притиснат идржено на место за време на сечење, спречување на раселување или искривување, а со тоа импровизирањеiNG точност и безбедност на сечење.
QC11Y-6 × 2500 машина за стрижење на гилотин
|
Максимална дебелина на плочата за смолкнување (благ челик) |
6,0мм |
|
Максимална дебелина на плочата за смолкнување (не'рѓосувачки челик) |
3,0мм |
|
Сила за затегнување на плочата за стрижење |
450-650 N/mm2 |
|
Максимална ширина на плочата за смолкнување |
2500 мм |
|
Висина на работната маса |
800 мм |
|
Мозочен удар |
10-600 мм |

Случаи за стрижење на клиентите
Фабриката за обработка на метал се соочи со предизвик за обработка на разни видови метални материјали и имаше за цел да ја подобри ефикасноста на производството, додека го намалува отпадот. За да се справиме со ова, ја обезбедивме фабриката со jm гилотин смолкнување, опремена со системот за контрола на E21S и хидраулична стегач, осигурувајќи дека секоја плоча остане стабилна и неподвижна за време на процесот на сечење. По спроведувањето, квалитетот на сечење се стабилизира и точноста се подобри за 10%. Ефикасноста на час на производство се зголеми за 22%, а фабриката заштеди материјални трошоци со намалување на отпадот. Циклусот на производство на клиентот беше скратен, овозможувајќи навремена испорака и значително подобрување на нивната конкурентност на пазарот.
Жешки тагови: Машина за стрижење на CNC Guillotin, Кина, производители, добавувачи, фабрика, прилагодени, направени во Кина, ефтини, високи економични, CE, квалитет
Поврзана категорија
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.
Поврзани производи



