- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Производи
- Хоризонтална V машина за жлебување
- Вертикална V машина за жлебување
- Автоматска машина за жлебови од четири страни V
- V Додаток за машина за жлебување
- Машина за формирање метал
- Машина за бришење
- Машина за дебагирање на тенок лист
- Абразивна машина за дебагирање на ременот
- Машина за дебагирање на јаглерод челик
- Машина за дебагирање и четкање
- Рачна машина за дебагирање
- Колекционер на влажна прашина
- Дебарирање машина за полирање и четкање
- Дебаринг и машина за мерење
- Влажна машина за дебагирање и четкање
- Машина за стрижење
- Притиснете ја сопирачката





Сопирачката за притискање на ЦПУ
JM е водечки производители и добавувачи на сопирачките на CNC CNC. Харсл е професионална фабрика која настојува да произведе квалификувана машина за печат на сопирачките за сите клиенти во светот. Неговата сопирачка за печатот CNC е најдобриот избор за почетната компанија да заштеди пари или секој што сака да ја користи машината на лесен начин.
Испрати барање
Опис на производот
JM е CNC Press Press Производителите и добавувачите во Кина кои можат да го напредуваат сопирачката за печатот на ЦПУ. Прес -сопирачката произведена од кинескиот производител Jianmeng е механички уред што се користи за свиткување и формирање метални листови во посакувана форма. Широко се користи во индустријата за метални измислици за производство на сложени и прецизни форми од метални листови.

Машински модел и број на контролни вратила
Број на контролни оски: 4+1
Резервирана функција за интерфејс за интелигентно свиткување манипулатор
Главна конфигурација на машината
Серво-хидрауличниот систем со високи перформанси на Rexroth во Германија ја контролира синхронизацијата на левите и десните цилиндри.
И двете страни се опремени со „Атек Гиви“, за да открие повратна информација за синхроната позиција.
Задниот стопер е опремен со серво мотор со високи перформанси и завртка за топка.

Главни увезени додатоци на сопирачката за притискање на ЦПУ
|
- Систем за ЦПУ: Холандија Делем - Хидрауличен систем: Рексрот - Грејт владетел: ivиви - пумпа за масло со висок притисок: сончево - Апарат со низок напон: Шнајдер - зглоб на нафтени цевки: дегуо - Печат: Паркер |
 |
Главни технички параметри на машината:
| 1. | Номинален притисок | Kn | 1300 | ||
| 2 | Bending Langth | мм | 3000 | ||
| 3 | Растојание во колори | мм | 1300 | ||
| 4. | мозочен удар на цилиндарот | мм | 120 | ||
| 5. | Максим за отворање | мм | 370 | ||
| 6 | длабочина на грлото | мм | 25 | ||
| 7 | Брзина на движење на слајд | носење без работа | m/ | 18 | |
| 8 | Работа | mm /s | 10 | ||
| 9 | Повторно патување | mm/s | 16 | ||
| 10 | Главна моторна моќ (Национален стандард | Kn | 5.5 | ||
| 11 | 8lide yl, y2Accuracy | 8lider Повторете ACCT AC! | мм | ≤ ± 0,01 | |
| 12 | 8LIDE точност на позиционирање | мм | ≤ ± 0,02 | ||
Карактеристики и функции на CNC системот
Da53t на делемот може да контролира 4+1 оски, имено y1 оска, y2 оска, x оска, r оска и v оска
Ол-метална обвивка, најновата модна форма
Напредна вградена технологија за хардвер на процесорот
Пресметка на должината на развојот на производот
Повеќе од 7000 програми и библиотеки на мувла, 99 работни чекори за секоја програма
Поддржете пристап до Интернет
Избор на кинески и англиски јазик
Интегриран панел за работа со машински алатки
Должината на празно на работното парче за свиткување може да се пресмета автоматски.
Притисокот на свиткување автоматски ќе се пресмета и прилагоди од компјутерот според должината или дебелината на работното парче.
Технички карактеристики на опремата
Нумеричкиот систем за контрола ја контролира големината на отворот на пропорционалниот вентил, а пропорционалниот вентил го регулира влезот на маслото на левото и десното масло цилиндри. Оските Y1 и Y2-левата и десната страна на слајдот блок се соодветно опремени со линеарната скала на GIVI со висока прецизност (Y1-Y2) на европската компанија Атек, која се користи за мерење на точното растојание помеѓу лизгачкиот блок и работната површина. Скалата за решетки и колоната се меки поврзани, а деформацијата на колоната нема да влијае на позиционирањето. Податоците за позицијата веднаш се враќаат назад во системот CNC, кој може да го пресмета излезниот сигнал за контрола на серво вентилот (S1-S2). Така, точноста на позиционирањето на лизгачот е ≤ 0,02мм.
Со цел да се обезбеди добра точност на обработката на работното парче, механичкиот механизам за компензација на работната маса е специјално усвоен: Механичкиот уред за компензација на новиот бран од типот на бран може да формира кластер на конвексни кривини на идеална позиција, а прецизната испакнатина на уредот може автоматски да се контролира со системот за нумеричка контрола кога машинските делови од различна дебелина или должина, со што се обезбедува добра точност при машината за работа. Компензацијата
● Уред за брзо стегање
● Погодна и брза замена на мувла
● Намалете го интензитетот на трудот
● Подобрување на продуктивноста
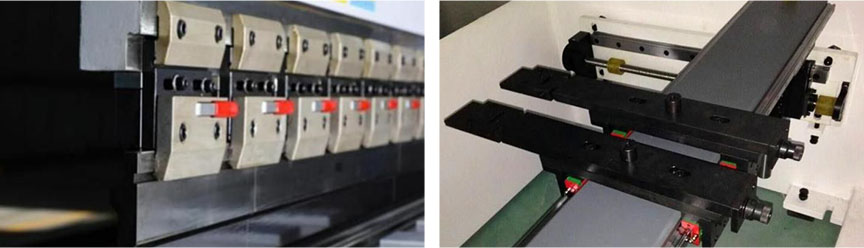
Уредот има не само функција за автоматско компензација на NC, туку и вертикална функција за прилагодување на компензацијата.
Жешки тагови: CNC сопирачка за печатот, Кина, производители, добавувачи, фабрика, прилагодени, направени во Кина, ефтини, високи ефикасни, CE, квалитет
Поврзана категорија
Хоризонтална V машина за жлебување
Вертикална V машина за жлебување
Автоматска машина за жлебови од четири страни V
V Додаток за машина за жлебување
Машина за формирање метал
Машина за бришење
Машина за стрижење
Притиснете ја сопирачката
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.
Поврзани производи



